Global Leader in Re-Refinery Technology Licensing
- Proprietary CEP-HRX™ catalyst maximizes catalyst life while CEP's performance guarantee minimizes risk.
State of the Art Re-Refining Technology
- Over 25 years designing commercial API Group II plants around the globe.
Why Waste a Valuable Resource? Re-Refine Used Oil!
- Allow CEP to provide you with commercially proven re-refining technology to produce API Group II base oil. Also available in modular units.
Global Leader in Re-Refinery Technology Licensing
- Proprietary CEP-HRX™ catalyst maximizes catalyst life while CEP's performance guarantee minimizes risk.
Global Leader in Re-Refinery Technology Licensing
- Proprietary CEP-HRX™ catalyst maximizes catalyst life while CEP's performance guarantee minimizes risk.
FAQs
While working with clients worldwide, Chemical Engineering Partners has received many questions in reference to our process and re-refining in general. The following paragraphs contain some of the more commonly asked questions and their answers.
What is your process?
The CEP Process technology includes proprietary pre-treating steps to prevent fouling of the process equipment and remove contaminants that could poison the hydrotreating catalyst. The specifics of these steps are not disclosed until a license agreement is signed. The basic sequence of the process is to first remove water and light fuel. The light fuel is similar in characteristics to gasoline fuel. Then, a gas oil fraction is removed. The gas oil is similar in characteristics to diesel fuel. The light fuel and gas oil can be used as fuel in the plant or sold as by-products. If they are both to be used as a fuel they can be removed in one step and eliminate a step in the process. If local environmental regulations allow it, it is generally most economical to use the light fuel as fuel in the plant. These two by-products can provide most of the energy needed for the process. After the water, light fuel and gas oil are removed a wiped film evaporator is used to separate the lube oil from the additives and other contaminants in the used oil. The wiped film evaporator operates under vacuum so that the distillation can take place below the temperature that would cause the lube oil to crack. The residue extracted in the wiped film evaporator can be sold as a by-product for blending with asphalt. The lube distillate produced in the wiped film evaporator is sent to the hydrotreater. The hydrotreater operates at high pressure and high temperature. In the hydrotreater, sulfur and nitrogen compounds are removed. There is also saturation of unstable olefins and unsaturated aromatics. The resulting product is water white and very pure. It meets API Group II base oil specifications. After the hydrotreater, it is typical to use a fractionator to separate the hydrotreated base oil product into two or three products of different viscosities. The proportions of the cuts depend upon the incoming feed properties.
What are the advantages of your process compared to others?
There are a number of competing processes being offered in the marketplace. The simplest forms of re-refining involve filtration or centrifuge and removal of water. The resulting product is of low quality and has limited uses. Generally, the product from this type of process is used as fuel. The next level of process being offered involves simple vacuum distillation after water removal. The product produced by this process can be used as a marine fuel but the yield is generally low and a lot of the incoming feedstock ends up as a low value asphalt blending component. It will not meet API motor oil specifications. There are also processes that extract the lube oil from the waste oil with solvent extraction. The product produced in this process is better than the simpler processes and the yield of lube oil is better but the best that can be achieved is API Group I motor oil. In our process, we use a wiped film evaporator to maximize the yield of lube oil and hydrotreating to produce a product equal in quality to base oil from virgin crude oil. The API Group II base oil produced by our process commands a premium price as compared to API Group I oil. There are other processes being offered in the marketplace that also employ wiped film evaporators and hydrotreating but the CEP Process offers the unique advantage of being state of the art technology and a solid record of proven performance. We guarantee our process with a process performance guarantee.
What exactly is API Group II Base Oil?
API Group II motor oil must contain less than or equal to 300 parts per million of sulfur and have at least 90% saturated hydrocarbons. This can only be achieved by hydrotreating.
| Group | Sulfur | Saturates | Viscosity Index |
| I | >300 ppm | <90% | ≥80 - <120 |
| II | ≤300 ppm | ≥90% | ≥80 - <120 |
| III | ≤300 ppm | ≥90% | ≥120 |
| IV | Polyalphaolefins (PAO) | ||
| V | Everything not classified in Groups I, II, III or IV | ||
What kind of feedstock can I put in the plant?
The best feedstock is used motor oil. It should have less than 10% water content. Other industrial oils can be included. Most plants include some quantities of other industrial oils but we carefully test and screen each load of incoming oil. We do not accept oil with high chlorine content such as parts washing fluids and we do not accept transformer oils with polychlorinated biphenyls (PCB's). These materials are hazardous and must be disposed of according to State and Federal regulations. Below is a table showing what the typical feedstock oils are.
| Acceptable Types of Used Oil | Potential "Problem" Used Oils |
| Motor Oil (Crankcase) | Heat Transfer Oils |
| Transmission Fluid | Metal Working Fluids/Cutting Oils |
| Gear Oil | Refrigeration Oils |
| Hydraulic Fluid | Some Transformer Oils |
What is the yield of base oil and by-products from your process?
Our typical used oil feed contains about 5% water. Based on the wet feed, we get 73% hydrotreated base oil. We also get 4% light fuel oil, 4% gas oil and 14% asphalt flux. This yield may be different depending on what is present in your feedstock.
What is the minimum size plant?
The smallest economical size plant is around 4 million gallons per year of used oil feed. This is around 15,000 metric tons per year. Below this level, the fixed costs for labor and support plus the loss of economies of scale with the process equipment make the plant unattractive. There is no upper limit to the size of the plant that can be built. The size is generally constrained by the quantity of used oil available.
How much does it cost to build a plant?
The total cost depends upon a number of factors. The most important factors are the cost for local construction labor to assemble the plant and the source selected to purchase the major equipment. If all USA or equivalent sources are selected for the equipment, then the cost is higher. The other important factor that determines the total cost is the availability of existing infrastructure. If an existing waste oil collector decides to build a re-refinery then his costs will be much lower since he will have a lot of the off-sites such as tanks already in place. Costs are very site specific.
Does CEP offer an alternative lower cost approach if the client doesn't need such a high quality product?
We have designed plants without the hydrotreating section of our process. The product will still contain sulfur, nitrogen and unsaturated compounds. In some cases, this is sufficient to meet client needs for product quality. This will reduce the cost of the process equipment by about 50%. Another option to improve the quality of the product using clay treatment.
I already have a waste oil processing plant but I don't have a hydrotreater. Can I add one of your hydrotreaters to my plant?
Yes, CEP has designed hydrotreating for an existing facility and was able to produce API Group II base oil. Depending on the properties of the product being produced by the existing facility, it may be necessary to make some modifications to the existing process.
What services does CEP offer?
CEP's primary business is to license the CEP Process Technology. In most cases, we would provide a process license and provide a basic engineering design package. CEP can work with one of our partners to provide modules that would contain all the major equipment. CEP will provide operating manuals, training and start-up support. CEP also offers consulting services.
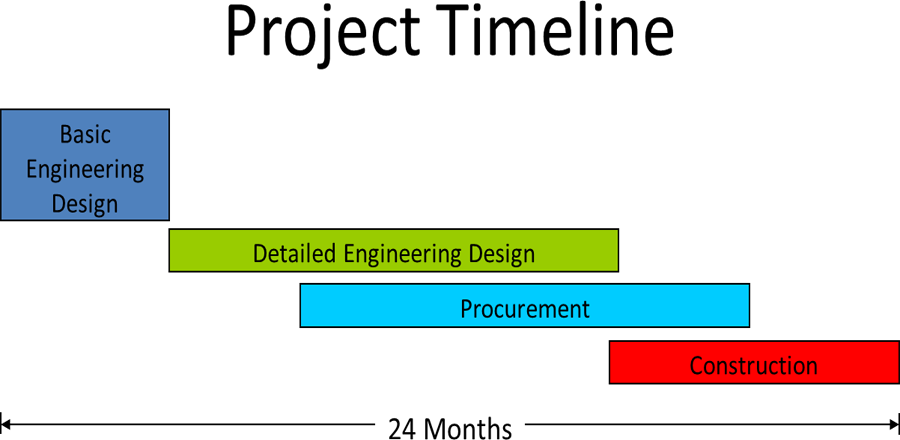
How long does it take to build a plant?
Typically, from the contract signing, the plant could be operational within 18-24 months.
Can I visit an existing CEP designed plant?
Yes. A confidentiality agreement will be required for the visit.
How many people does it take to operate one of your plants?
It takes about 30 - 40 people to cover a 24/7 operation for refinery operations, maintenance, laboratory and management. The plant must be operated in a continuous 24/7 operating mode. Deliveries and shipments can be on weekday, daytime hours. This does not include the drivers to collect the oil or the sales staff to market and distribute the product or any corporate overhead.
What are the most important considerations in having a successful re-refining plant?
The most important thing is to have a reliable supply of used oil.
Would CEP be willing to provide design and management support in exchange for an equity position in a project?
Generally, no. We are asked this question many, many times. Our core business is to license our technology and we are not in a position to take a minority interest in projects.
What kind of emissions and pollution does the plant generate?
There are no major by-product wastes from the oil because the major contaminants exit with the asphalt flux. This material has been determined to be non-hazardous by the U.S. EPA. The heavy metals included in the additives do not leach from the asphalt flux. We include flue gas scrubbers to minimize pollution from the heater and boiler. The wastewater extracted from the oil and water used in the processing is treated in a wastewater treating plant. We are able to discharge our wastewater to the local municipal wastewater treating plant for further treating. There are some solids filtered from the oil and there is always some foreign matter in the oil (dirt, debris, etc.) These materials are placed in drums and sent to a hazardous waste processing facility. The quantity is small.
I already have some used processing equipment available. Could it be incorporated into one of your plants to reduce capital costs?
CEP is willing to evaluate existing equipment for suitability. Sizing, design characteristics and metallurgy can be checked.
What is your licensing agreement and how much does it cost?
The license agreement grants the user rights to operate a plant with a specified capacity using our technology in a specific location. CEP will also share information on new developments and advances in technology provided that there is sharing of process operating information from the plant and use of the plant as a reference for marketing by CEP. The licensing agreement cost is based on the capacity of the plant.